بررسی چرایی سطح فشار هیدرولیک بالا در HAGC نورد گرم سبا
به همت و تلاش عوامل اجرایی و مدیریتی ؛ تولید ماده افزودنی زینک دی الکیل دی تیو فسفات( ZDDP ) بصورت صنعتی و در تناژ روزانه ؛ در دستور کار شرکت قرار گرفت.
از این پس ثبت درخواست خرید با هرمقدار؛ قابل تولید می باشد.
با بررسی فشار خوانده شده روی PT های سیلندر قدرتی حین عملیات نورد متوجه می شویم که این فشار به مراتب کمتر از فشار تغذیه سیستم هیدرولیک آن می باشد. در این مقاله سعی بر این است که چرایی این قضیه مورد بحث و بررسی قرار کیرد و همچنین میزان سطح فشار طراحی سیستم هیدرولیک ارزیابی شود.
امروزه استفاده از سرووالو ها در سیستم های هیدرولیک برای انجام حرکت های دقیق مورد استفاده فراوان قرار می گیرد. این المان ها با اینکه کمک زیادی به انجام فرایند می کنند اما برای یک سیستم هیدرولیک درد سر آفرین می باشند . این المان ها گرمای زیادی در یک سستم هیدرولیک ایجاد می کنند و نیاز به سطح فشار بالا برای انجام عملکرد درست دارد.
در سیستم هیدرولیک نصب شده برای تنظیم گپ قفسه های نورد سبا از یک سرووالو فلاپری با دبی 250 لیتر بر دقیقه که دبی نسبتا بالایی نیز می باشد استفاده شده است همچنین تیپ سرووالو استفاده شده D791 و شرکت سازنده آن نیز MOOG امریکا می باشد . سمت پیستون این سیلندر های قدرتی PT نصب شده که میزان فشار واقعی برای نورد ورق را نمایش می دهد. سیستم هیدرولیک تغذیه از نوع دبی متغیر با فشار کاری 315 بار می باشد . سیستم شامل چهار پمپ است که سه پمپ در حال کار و یکی به صورت استند بای می باشد .
روش انجام کار:
برای انجام تحقیق ورق تولیدی ST37 با ضخامت سه میلیمتر در نظر گرفته شده و به کمک PT نصب شده روی سیلندر قدرتی میزان سطح فشار واقعی برای تولید ورق با این ضخامت اندازه گیری و ثبت شده است. همزمان فرمولاسیون سرووالو مورد بررسی قرار می گیرد و در پایان اعداد واقعی خوانده شده از روی PT با مقادیر محاسباتی مقایسه می گردد.
روغن مورد استفاده در سیستم هیدرولیک مورد بررسی، روغن کندات با ویسکوزیته 68 می باشد این روغن ساخت شرکت کندات فرانسه بوده و به لحاظ کیفی مناسب می باشد. روغن D68 مقاوم به آتش بوده و به لحاظ کارکرد از وضعیت مناسبی برخوردار است. روغن تانک مورد استفاده دارای ناس 4 و عدد اسیدی 3.2 می باشد .
سرووالو:
سرووالو یک المان الکترونیکی – هیدرولیکی می باشد که با اعمال رفرنس روی والو یک فلو مشخصی را برای خروجی والو ارسال می کند. سرووالوها عموما در دبی های بالا به دو صورت جت پایپ و فلاپری عمل می کنند.
شکل 1-1 اصول کلی یک سرووالو فلاپری را نمایش می دهد :
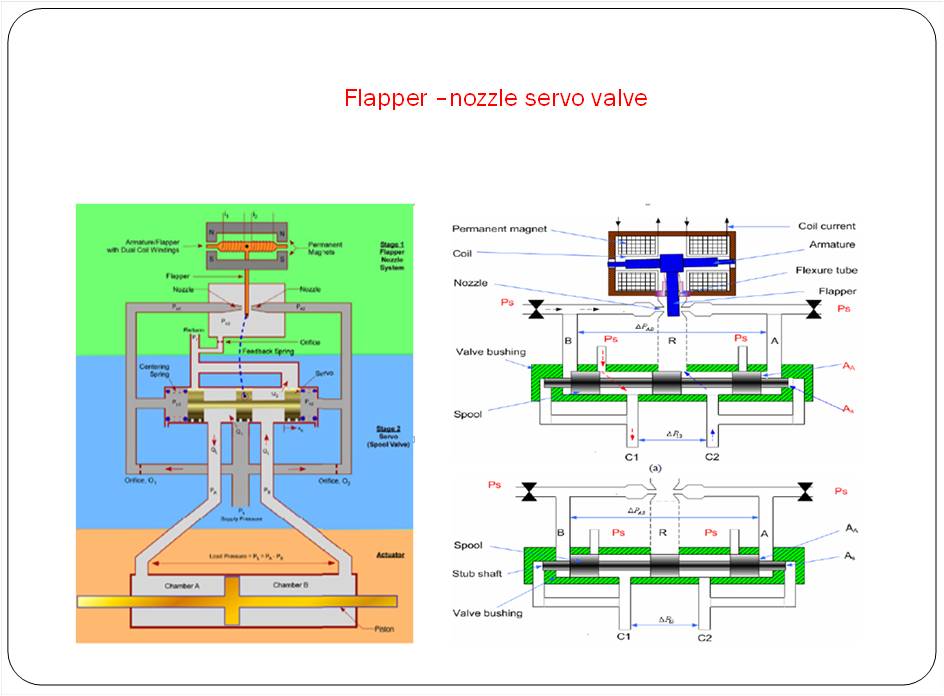
شکل 1-1 سرووالو فلاپر نازل
سرووالو نصب شده روی مدار سیلندر قدرتی نورد سبا نیز از نوع فلاپری میباشد. که در خروجی آن یک می نی مس تست فشار نصب شده است و از آن برای اندازه گیری میزان فشار حین نورد استفاده می شود. برای ورق st37 و ضخامت 3 میلیمتر میزان فشار های خوانده شده به شرح زیر می باشد:

همان طوریکه ملاحظه می شود میزان فشار مورد نیاز برای اعمال بار بسیار کمتر از میزان فشار تنظیمی سیستم هیدرولیک می باشد. علت این تفاوت این است که مابقی فشار تغذیه سرووالو برای استفاده در پاسخ زمانی استفاده میگردد. به عبارت دیگر حدود یک سوم فشار تغذیه برای اعمال پاسخ زمانی و حدود دو سوم آن برای اعمال بار استفاده می شود.
مدار کنترلی سرووالو به صورت شکل 1-2 می باشد .

شکل 1-1 سرووالو فلاپر نازل
در ادامه با بررسی فرمول های سرووالو این مساله به صورت تئوری بررسی می شود .
بررسی راندمان حجمی در سرووالو ها :
برای بررسی فشار مورد نیاز لود و فشار مورد نیاز پاسخ زمانی فرمول راندمان سرووالو را بررسی و سعی میکنیم به طریق ریاضی آن را به حداکثر برسانیم . پس ابتدا سعی می کنیم راندمان سرووالو را بر حسب متغیر های فشار تغذیه و فشار لود بازنویسی می کنیم.


همانطوریکه از محاسبات بالا بر می آید دو سوم فشار تغذیه سروووالو برای لود یا بار مورد نیاز است . یعنی از کل فشار تغذیه سرووالو دو سوم آن برای لود و یک سوم آن برای پاسخ زمانی مورد استفاده قرار می گیرد.
date_range ۱۳۹۵/۰۶/۲۰، ۱۸:۱۳:۲۴ visibility 8437